

- 294.86 KB
- 2022-04-29 13:58:05 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'有机硅行业的安全生产编者按:近年来我国甲基氯硅烷生产发展迅速,产能大幅增加,技术水平有了很大提高,已成为世界甲基氯硅烷的主要生产国。但是,随着产能的扩张和新建装置的投产,安全和环保事故时有发生,对有机硅行业产生了一些负面影响。根据媒体公开报道统计,2010年全国有机硅生产企业共发生12起安全事故(包括硅油、硅橡胶等生产企业),其中火灾事故7起、爆炸事故4起、HCl污染事故1起。为促进有机硅行业可持续地健康发展,2011年10月17~18日,中国氟硅有机材料工业协会在上海组织召开了“2011年有机硅行业安全生产交流会”。会上,中国石油和化学工业联合会的技术顾问顾觉生做了题为“责任关怀,化工发展必由之路”的报告,报告的内容主要包括:责任关怀简介、简析责任关怀“实施准则”、在我国推进责任关怀的工作思路、化工企业在行动及建议;道康宁公司全球安全生产总监JimCross做了题为“工艺安全管理及工艺危险性评估”的报告,报告的内容主要包括:工艺危险性评估、危险识别、危险评估方法、危害评估的信息源、保护层分析、优先排序并确定建议;道康宁的FinbarCarolan和何毅做了题为“氯硅烷的危害特性”的报告,重点介绍了二甲基二氯硅烷、三氯氢硅及四氯化硅的主要危害性、物理特性、反应活性、泄漏后的行为、安全操作技术和控制、紧急控制技术;道康宁亚洲安全健康环境经理ScottHoag的报告内容是:责任关怀以及对实施责任关怀的承诺;新安化工有机硅厂的副厂长陈道伟做了题为“安全经验分享”的报告,报告的内容主要包括:安全理念与目标、工艺风险评估、变更管理、根本原因调查与预防纠正措施管理、应急反应;蓝星星火有机硅厂的安全环境处处长刘斌的报告内容是:领导承诺及责任,员工培训及安全、健康管理,操作、维护与检查、维修程序,工作许可,关键系统和设施的控制和可靠性,第三方管理,事故的报告、分析和跟踪,应急预案;东岳集团的付强做了题为“有机硅单体生产中的防火、防爆和防腐蚀”的报告,报告的内容主要包括:有机硅单体生产中的防火、有机硅单体生产中的防爆、有机硅单体生产中的防HCl。会上,专家们还进行了案例分析。下面摘其要点与大家分享。1甲基氯硅烷生产中的防火、防爆和防腐蚀甲基氯硅烷生产具有工艺流程长、反应过程多,所用原料、中间产品、副产品及产品多属于易燃易爆物质,其闪点、自燃点均很低,存在爆炸、火灾、污染事故隐患的特点。1.1甲基氯硅烷生产中的防火易出现着火爆炸事故的部位主要有甲基氯硅烷合成的废触体、低沸物及含氢单体的储存、罐装等。由流化床后部旋风分离器回收的超细硅铜废触体由于平均粒径较细,含有高活性的铜;因此,暴露在空气中会引起氧化甚至燃烧。大量废触体若不及时妥善处理,将对环境造成严重的污染,存在安全隐患。甲基氯硅烷合成废触体排出后必须经润湿后装袋运走或用氮气置换后的储罐密闭包装,如长期存放要经常检查,防止发生火灾。低沸物、甲基二氯硅烷这些轻组分在储存、灌装过程中出现溢出时,如果用碱性物质中和(如纯碱),中和过程会放出大量的热,容易发生自燃。少量泄漏时可采用沙土、干燥石灰或苏打灰与之混合处理。1.2甲基氯硅烷生产中的防爆易出现着火爆炸事故的主要部位有HCl吸收解析、氯甲烷合成、硅粉加工、甲基氯硅烷合
第1期有机硅行业的安全生产·57·成、二甲基二氯硅烷水解裂解工序等。在HCl吸收解析工序,多直接使用HCl合在甲基氯硅烷合成工序,所用的原料、中间产品、副产品及产品多属于易燃易爆物质,其闪点、自燃点均很低,而且粗单体的爆炸范围很大,如果处理不当,易造成火灾、爆炸事故。易出现着火爆炸事故的主要部位有:涉及氯甲烷、混合单体物料的设备、管线连接部位及其周围空间;废触体排放、包装口;废渣浆排放、包装口。预防措施:一是认真进行设备管线清洗置换,低温环境下可采用蒸汽吹扫或热水清洗;采取可靠的系统隔绝措施;严格进行现场检查确认,执行安全检修方案。二是对废触体的排放和包装采取可靠的密闭工艺措施,并对废触体储罐成工序送来的粗HCl气体(实际纯度为92%~96%)或饱和盐酸。因HCl的合成反应一般是H2过量,所以HCl气体中的H2含量较高(2%~5%),导致吸收塔放空口易积存H2,如遇雷击易导致爆鸣着火;酸罐(或废酸罐)上部管口处空间及其罐内空间内会积存H2,遇火易燃爆。预防措施为将吸收塔放空管口加高并在其低点部位加N2自动控制系统;酸罐(或废酸罐)检修严格按动火规程管理。在氯甲烷合成工序,所用原料甲醇及产品氯甲烷的安全技术指标如表1所示。与包装罐施行安全N保护。三是废渣浆不可进2行敞口排放或包装,采取密闭工艺措施;并防止储罐内固相析出造成堵塞现象。在二甲基二氯硅烷水解、裂解工序,生产过程中的原料二甲基二氯硅烷和产品聚二甲基硅氧烷等属于易燃或可燃液体,如发生泄漏,在空气中遇高热、明火极易引起燃烧、爆炸;裂解和环体蒸馏过程中,系统内为负压,如果系统密封不好,导致空气进入系统,系统内温度升高,可引起爆炸和燃烧事故;裂解时,高温强碱环境下硅甲基分解产生气体CH4,易引发爆炸。针对此类爆炸采取的措施包括控制碱催化剂用量,降低裂解温度;及时清理裂解残渣;保持体系负压,及时排除气体。表1甲醇、氯甲烷的安全技术指标物质名称闪点/℃自燃点/℃空气中爆炸极限/%甲醇氯甲烷11<-503856327~195.5~44由表1可以看出,该工序为甲类易燃易爆生产单元,在安全生产管理上要给予高度重视。易出现着火爆炸事故的主要部位有:涉及甲醇、氯甲烷物料的设备管线动火,氯甲烷水洗、碱洗、硫酸洗精制系统、废液回收罐排放口及其上部空间管口,氯甲烷压缩机室内地沟、地坑等。主要预防措施:一是实施设备无泄漏管理,杜绝现场设备管线漏点;现场着防静电工作服,使用防爆专用工具。二是检修动火时认真进行设备管线清洗置换,低温环境下可采用蒸汽吹扫或热水清洗;采取可靠的系统隔绝措施。三是采用回收罐与系统密闭平衡工艺;加强废酸包装、使用管理;特别重视较长时间闲置的废酸罐的检修、拆除。四是加强现场分析检查确认,对压缩机的检修要严格执行有关安全检修规定。在硅粉加工工序,氯硅烷合成用硅粉为深灰色、具有金属光泽的细小固体微粒,粉尘若高度积聚,遇明火有发生爆炸危险。预防措施主要有:控制粉尘含量,减少粉尘的产生量,保持室内通排风良好,定期监测空气中硅粉含量,防止悬浮粉尘达到最低爆炸浓度;控制氧气的含量,在研磨机内充足一定的氮气,使氧气含量减少;控制引燃粉尘热源,电机采用封闭式,电器、仪表和照明灯具均采用防尘型,轴承勤检查,保持油路通畅,滚动轴承、滑动轴承、润滑油温不高于68℃。1.3甲基氯硅烷生产中的防HCl腐蚀硅氯键非常活泼,氯硅烷泄漏后,易与空气中的水汽迅速发生反应,形成HCl气体,造成环境污染及腐蚀。因此要采取尽可能周密的措施防止氯硅烷泄漏,从源头上避免造成HCl污染。另外,废渣浆是以高沸物为主的混合氯硅烷液体与超细硅铜废触体固体的混合物,甲基氯硅烷生产企业在处理合成副产物渣浆时,容易造成HCl污染。目前对渣浆的处理方法大多是通过分离将其中的高沸物回收,分离高沸物后的渣浆进行水解。因渣浆中含有部分高沸物,水解形成的大量酸雾容易外溢,造成对环境的污染。改进措施是采用碱性水溶液作为水解介质,并在密闭水解罐中进行水解,水解产生的HCl气体溶于水后,立即与碱进行中和反应,生成可溶性盐溶液,避免HCl气体外逸污染环境,渣浆中的铜转化成氢氧化铜沉淀回收。
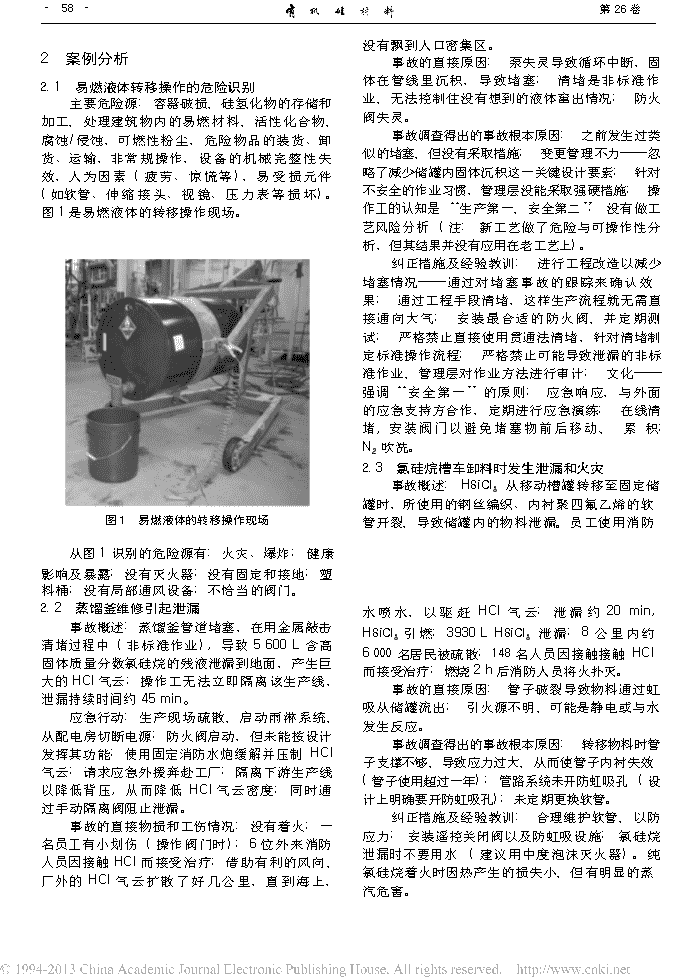
第26卷·58·没有飘到人口密集区。事故的直接原因:泵失灵导致循环中断,固体在管线里沉积,导致堵塞;清堵是非标准作业,无法控制住没有想到的液体窜出情况;防火阀失灵。事故调查得出的事故根本原因:之前发生过类似的堵塞,但没有采取措施;变更管理不力———忽略了减少储罐内固体沉积这一关键设计要素;针对不安全的作业习惯,管理层没能采取强硬措施;操作工的认知是“生产第一,安全第二”;没有做工艺风险分析(注:新工艺做了危险与可操作性分析,但其结果并没有应用在老工艺上)。纠正措施及经验教训:进行工程改造以减少堵塞情况———通过对堵塞事故的跟踪来确认效果;通过工程手段清堵,这样生产流程就无需直接通向大气;安装最合适的防火阀,并定期测试;严格禁止直接使用贯通法清堵,针对清堵制定标准操作流程;严格禁止可能导致泄漏的非标准作业,管理层对作业方法进行审计;文化———强调“安全第一”的原则;应急响应,与外面的应急支持方合作,定期进行应急演练;在线清堵,安装阀门以避免堵塞物前后移动、累积;N2吹洗。2.3氯硅烷槽车卸料时发生泄漏和火灾事故概述:HSiCl3从移动槽罐转移至固定储罐时,所使用的钢丝编织、内衬聚四氟乙烯的软管开裂,导致储罐内的物料泄漏。员工使用消防2案例分析2.1易燃液体转移操作的危险识别主要危险源:容器破损,硅氢化物的存储和加工,处理建筑物内的易燃材料,活性化合物,腐蚀/侵蚀,可燃性粉尘,危险物品的装货、卸货、运输,非常规操作,设备的机械完整性失效,人为因素(疲劳、惊慌等),易受损元件(如软管、伸缩接头、视镜、压力表等损坏)。图1是易燃液体的转移操作现场。图1易燃液体的转移操作现场从图1识别的危险源有:火灾、爆炸;健康影响及暴露;没有灭火器;没有固定和接地;塑料桶;没有局部通风设备;不恰当的阀门。2.2蒸馏釜维修引起泄漏事故概述:蒸馏釜管道堵塞,在用金属敲击清堵过程中(非标准作业),导致5600L含高固体质量分数氯硅烷的残液泄漏到地面,产生巨大的HCl气云;操作工无法立即隔离该生产线,泄漏持续时间约45min。应急行动:生产现场疏散,启动雨淋系统,从配电房切断电源;防火阀启动,但未能按设计发挥其功能;使用固定消防水炮缓解并压制HCl气云;请求应急外援奔赴工厂;隔离下游生产线以降低背压,从而降低HCl气云密度;同时通过手动隔离阀阻止泄漏。事故的直接物损和工伤情况:没有着火;一名员工有小划伤(操作阀门时);6位外来消防人员因接触HCl而接受治疗;借助有利的风向,厂外的HCl气云扩散了好几公里,直到海上,水喷水,以驱赶HCl气云;泄漏约20min,HSiCl3引燃;3930LHSiCl3泄漏;8公里内约6000名居民被疏散;148名人员因接触接触HCl而接受治疗;燃烧2h后消防人员将火扑灭。事故的直接原因:管子破裂导致物料通过虹吸从储罐流出;引火源不明,可能是静电或与水发生反应。事故调查得出的事故根本原因:转移物料时管子支撑不够,导致应力过大,从而使管子内衬失效(管子使用超过一年);管路系统未开防虹吸孔(设计上明确要开防虹吸孔);未定期更换软管。纠正措施及经验教训:合理维护软管,以防应力;安装遥控关闭阀以及防虹吸设施;氯硅烷泄漏时不要用水(建议用中度泡沫灭火器)。纯氯硅烷着火时因热产生的损失小,但有明显的蒸汽危害。
第1期有机硅行业的安全生产·59·2.4氯硅烷再沸器失效引发氯硅烷泄漏事故概述:热交换器失效,氯硅烷进入蒸汽冷能够及时隔离蒸汽和冷凝系统的能力、手动阀、及时清空物料、隔离池;氯硅烷蒸馏塔独立备凝管道,进而进入环境;3.5h内泄漏了3200kg物料;引起当地和国家媒体的注意。应急行动:工厂应急人员用水炮吸收HCl蒸汽,用中度泡沫灭火器施救泄漏物。事故的直接物损和工伤情况:附近的公路、铁路和河道关闭;两名员工和5位公众入院治疗;没有物损,但生产线停车,因为需要时间清理和更换热交换器。事故的直接原因:盘管失效,使氯硅烷进入蒸汽冷凝管道;产生的HCl水溶液腐蚀冷凝管道并产生孔洞。事故调查得出的事故根本原因:热交换器过大导致蒸汽流速太快,高速冷凝雾滴腐蚀盘管上的涂层;使用焊接盘管而不是无缝盘管;由于碳酸浓度高,蒸汽冷凝系统的pH值太低。纠正措施及经验教训:热交换器设计和更换方面制定标准;评估和更新紧急停车系统,包括用;道;2.5在有效控制冷凝系统的pH值上提供解决之依据风险建立热交换器检查规程。氯硅烷管线腐蚀引发氯硅烷泄漏事故概述:转移输送管道上的小孔导致生产线里的18000kgHSiCl3泄漏到环境中。应急行动:用水炮吸收HCl蒸汽,用中度泡沫灭火器施救泄漏物;附近道路关闭数小时。事故的直接原因:外部腐蚀导致输送管道产生孔洞;给管道设物料标签时使用缠绕法,使湿气积累并贴住管道;无法判断转移输送管道是如何大量泄漏的,因而无法隔离源头,在找到源头前泄漏持续了5h;设备陈旧,设计图纸不完整。事故调查得出的事故根本原因:转移输送管道的预防维护没有效果;标签使用缠绕法。纠正措施及经验教训:清除用缠绕法做的标签;建立和维护“高架管道”识别规程,一旦发生泄漏能够迅速识别。櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗毉佛山市华联有机硅有限公司http://www.fos757.comE-mail:fos757@vip.163.com本公司新厂于2006年10月18日落成,位于佛山市三水区中心科技工业园B区13号(佛山一环快速路乐平出口/广州西二环乐平出口),占地66亩!为了确保最终产品满足顾客的要求,已经导入ISO9001:2000质量管理体系,对原材料选购到成品出厂及售后服务整个过程进行持续的监控。主要产品硅树脂:用于玻纤套管、云母粘接(耐高温)、薄膜防粘等消泡剂:用于造纸、污水处理、电镀液体系、印染、涂料、油墨、助剂等水相溶液,可耐150℃高温混炼胶:阻燃、导电、辊筒、高抗撕、高透明、挤出型等硅丙乳液:化学合成,耐候性能佳,用于涂料等有机硅建筑防水剂:用于水泥砂浆的防渗其它有机硅材料及制品:硅油、偶联剂、硫化剂、铂催化剂、硅凝胶、硅橡胶专用助剂。总经理:肖燕平联系人:卢志明电话:(0757)87388188传真:87381986华东地区总代理:上海海谊化工有限公司联系人:朱文立,吴立功电话:(021)52915425櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗毉櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗櫗毉'
您可能关注的文档
- 有机硅行业部分产品市场调研报告
- 有机硅行业部分产品市场调研报告
- 有机硅行业部分产品市场调研报告---优秀分析报告
- 有机硅行业部分产品市场调研报告
- 有机硅行业部分产品市场调研报告---优秀分析报告
- 基础化工行业深度报告:有机硅行业深度报告~供需格局改善,景气提升有望持续至2019年
- 有机硅行业首次覆盖报告:行业景气度上行,利好产业链一体化龙头
- 基础化工行业月报:原油站上60美元关口,关注炼化、农药、有机硅行业
- 有机硅行业部分产品市场调研报告
- 2015-2020年中国有机硅行业分析与投资方向研究报告
- DB37∕T 3214-2018 有机硅行业隐患排查体系实施指南
- 2006年有机硅行业调查报告
- DB37∕T 3213-2018 有机硅行业风险分级管控体系实施指南
- 有机硅行业风险分级管控体系实施指南
- 有机硅行业深度报告:需求高增叠加供给钝化,高景气周期正在途
- 有机硅行业首次覆盖报告:供需紧平衡,行业高景气有望延续
- 2016年有机硅行业现状及发展趋势分析
- 有机硅行业部分产品市场调研报告